velocidade contínua da carcaça da máquina de carcaça 1,5 m/min da laje da única costa 120x2000
PROCESSO:
Tanoeiro/bronze/bronze
O metal derretido é batido na concha das fornalhas. Após ter-se submetido a algum tratamento da concha, tal como a liga e a desgaseificação, e a chegada na temperatura correta, a concha é transportada à parte superior da máquina de carcaça. Geralmente a concha senta-se em um entalhe em uma torreta de gerencio na máquina de carcaça. Uma concha está na posição do ‘em-molde’ (que alimenta a máquina de carcaça) quando a outro for feita pronta na posição do ‘fora-molde’, e está comutada à posição da carcaça quando a primeira concha está vazia.
Da concha, o metal quente é transferido através de uma saia refratária (tubulação) a um banho guardando chamado um recipiente de distribuição. O recipiente de distribuição permite que um reservatório de metal alimente a máquina de carcaça quando as conchas forem comutadas, assim atuando como um amortecedor do metal quente, assim como alisando para fora o fluxo, regulando a alimentação do metal aos moldes e limpando o metal (veja abaixo).
O metal é escoado o recipiente de distribuição através de uma outra saia na parte superior de um molde do cobre da aberto-base. A profundidade do molde pode variar de 0,5 a 2 medidores (20 79 dentro), segundo a velocidade da carcaça e o tamanho da seção. O molde água-é refrigerado para solidificar o metal quente diretamente em contato com ele; este é o processo refrigerando preliminar. Igualmente oscila verticalmente (ou vertical próximo em um trajeto curvado) para impedir o metal que cola às paredes do molde. Um lubrificante pode igualmente ser adicionado ao metal no molde para impedir colar, e para prender todas as partículas de óxido partícula-inclusivas da escória ou escala-que possa estar presente no metal e traga-as à parte superior da associação para formar uma camada de flutuação de escória. Frequentemente, a saia é ajustada assim que o metal quente retira-a abaixo da superfície da camada da escória no molde e é chamado assim um bocal submerso (SEN) da entrada. Em alguns casos, as saias não podem ser usadas entre o recipiente de distribuição e o molde; neste caso, os bocais de medida permutáveis na base do recipiente de distribuição dirigem o metal nos moldes. Algumas disposições da carcaça contínua alimentam diversos moldes do mesmo recipiente de distribuição.
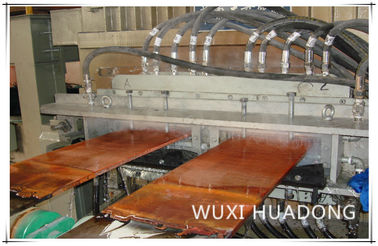
No molde, um escudo fino do metal ao lado das paredes do molde solidifica antes da seção média, chamada agora uma costa, saídas a base do molde em uma câmara de pulverizador. O volume do metal dentro das paredes da costa é ainda derretido. A costa é apoiada imediatamente pelos rolos fechados, água-de refrigeração que apoiam as paredes da costa contra a pressão ferrostatic (compare a pressão hidrostática) do líquido ainda-solidificando dentro da costa. Para aumentar a taxa de solidificação, a costa está pulverizada com as grandes quantidades de água enquanto passa através da pulverizador-câmara; este é processo refrigerando thesecondary. A solidificação final da costa pode ocorrer depois que a costa retirou a pulverizador-câmara.
É aqui que o projeto de máquinas de carcaça contínua pode variar. Isto descreve ‘uma máquina de carcaça do avental curvado’; as configurações verticais são usadas igualmente. Em uma máquina de carcaça curvada do avental, a costa retira o molde verticalmente (ou em um trajeto curvado vertical próximo) e como viaja através da pulverizador-câmara, os rolos curvam gradualmente a costa para o horizontal. Em uma máquina de carcaça vertical, a costa fica vertical enquanto passa através da pulverizador-câmara. Os moldes em uma máquina de carcaça curvada do avental podem ser retos ou curvados, segundo o projeto básico da máquina.
Em uma máquina de carcaça horizontal verdadeira, a linha central do molde é horizontal e o fluxo do aço é horizontal do líquido diluir o escudo ao sólido (nenhuma dobra). Neste tipo de máquina, a costa ou a oscilação do molde são usadas para impedir colar no molde.
Após ter retirado a pulverizador-câmara, as passagens da costa com do endireitamento de rolos (se moldado sobre a não ser uma máquina vertical) e rolos da retirada. Pode haver um suporte do rolamento do ahot após a retirada para aproveitar-se da pre-forma quente da condição do metal a costa final. Finalmente, a costa é cortada em comprimentos predeterminados por tesouras mecânicas ou por tochas oxyacetylene de viagem, é marcada para a identificação, e tomada a uma armazenagem ou ao processo de formação seguinte.
Em muitos casos a costa pode continuar através dos rolos adicionais e dos outros mecanismos que podem aplainar, rolar ou expulsar o metal em sua forma final.

Introdução da empresa
A fornalha Co. da China Oriental de Wuxi, Ltd é um fabricante profissional integrado da maquinaria da metalurgia, capaz de fornecer o projeto, a fabricação, a instalação, e a comissão do equipamento. Nossa fábrica é competente produzir todos os tipos da máquina de carcaça contínua com raio de 3 medidores a 13 medidores, tais como o boleto redondo, boletos quadrados e lajes.
Fornalha Co. da China Oriental de Wuxi, Ltd
Parque industrial de No.3 Bashi Furong, distrito de Xishan, cidade de Wuxi, província de Jiangsu, China
Pessoa de contato: Joey.Wong
Telefone: +86 510 83788308
Fax: +86 510 83786308
Multidão: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn
 Por favor verifique seu email!
Por favor verifique seu email!