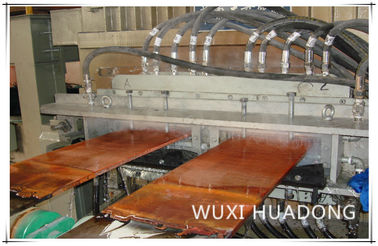
A máquina de lingotamento contínuo Up Ward é uma nova tecnologia para produzir varetas, tubos e tarugos planos de cobre isentos de oxigênio em um comprimento reumedecido. Sua produção de barras e perfis de cobre isentos de oxigênio apresenta alta condutividade e baixo teor de oxigênio. Compare com alguma tecnologia tradicional. Este novo método tem menor investimento de capital, é fácil de operar e é econômico na produção. alta qualidade na produção, flexível na mudança do tamanho da produção, sem poluição ao meio ambiente.
Cátodo de cobre (painel) → forno de indução (derretimento de cobre → redução → retenção de cobre fundido) → mecanismo de fundição funde a haste (o cobre cristaliza e se torna sólido) → Take-up → Produção de venda ou para processo posterior.
| 1 | Forno de fundição: | |
| 1.1 | Capacidade total do forno | 5,0T |
| 1.2 | Capacidade efetiva do forno | 2,5T |
| 1.3 | Tensão do forno | 380 V |
| 1.4 | Potência do forno | 600 kW |
| 1,5 | Taxa de fusão | 2t/h |
| 1.6 | Fator de potência após compensação: | 0,95-1,0 |
| 1.7 | Número de fases e modo de conexão do indutor: | Conexão em série monofásica |
| 1,8 | Capacidade nominal do transformador: | Autotransformador refrigerado a água de 900KVA (linha de entrada 380V, trifásico, |
| 1,9 | modo de resfriamento da bobina: | Resfriamento a água |
| 1.10 | Consumo de água de resfriamento: | 5m3/h |
| 1.11 | Temperatura máxima do forno: | 1500 ℃ |
| 2 | Seção do forno de retenção | |
| 2.1 | Capacidade efetiva do forno: | 4.0T |
| 2.2 | Capacidade efetiva de fundição: | Menos de 85 dB |
| 2.3 | Tensão nominal: | 380 V |
| 2.4 | Potência nominal: | 250 kW |
| 2,5 | Capacidade nominal do transformador: |
Autotransformador refrigerado a água 400KVA (linha de entrada 380V, trifásica, regulação de tensão escalonada sem carga). |
| 2.6 | Fator de potência após compensação: | 0,95-1,0 |
| 2.7 | Precisão do controle de temperatura: | ±8℃ |
| 2.8 | Temperatura máxima do forno: | 1300 ℃ |
| 2.9 | Modo de resfriamento da bobina: |
Resfriamento a água |
| 3 | Mofo | |
| 3.1 | largura | 330-500 mm |
| 3.2 | grossura | 16-20 mm. |
| 3.3 | Material | Aço inoxidável 1Cr18Ni9Ti, revestido com bucha de cobre (feito de cobre T2) |
| 4 | Dispositivo de resfriamento secundário | |
| 4.1 | Consumo de água: | 3m³h |
| 4.2 | Pressão da água: | 0,2-0,3Mpa |
| 5 | Máquina de retirada | |
| 5.1 | Força máxima de empurrar e puxar: | 50KN |
| 5.2 | Velocidade: | Velocidade: |
| 5.3 | Faixa mínima de curso: |
0,1mm |
| 5.4 | Menor tempo de espera | 0,01S |
| 5.5 | Servo motor CA: | Motor Siens (11KW) |
| 5.6 | Velocidade de rotação nominal do motor: | 3000 r/min |
| 5.7 | Torque estático: | △Tw= 60K Mo (a 60) 70N-M |
| 6 |
Máquina de corte superior hidráulica de tarugo duplo:
|
|
| 6.1 | Força de cisalhamento: | 600KN |
| 6.2 | espessura de corte: | 20mm |
| 6.3 | Largura de corte: | 500mm |
| 6.4 | Velocidade de corte: |
0-5mm/s |
| 6,5 | Curso de corte: | 80mm |
| 6.6 | Curso máximo de acompanhamento da máquina de corte: | 200 mm |
| 7 | Unidade de máquina bobinadora | |
| 7.1 | Poder: | 5,5 kW |
| 7.2 | Velocidade de rotação: | 1420 r/min |
| 7.3 | Curso de deslocamento da bobina: | 800mm |
| 8 | Estação hidráulica | |
| 8.1 |
Potência do motor da estação hidráulica para forno de fundição e forno de retenção:
|
2*7,5 kw |
| 8.2 | Potência do motor da estação hidráulica para máquina de retirada: | 2*7,5 kw |
| 8.3 | Potência do motor da bomba hidráulica para máquina de corte superior: |
2*11KW
|
| 8.4 | Potência do motor da bomba hidráulica para bobinadeira: | 2*7,5 kw |
Carga (as devoluções devem ser enfardadas) → Forno de fundição → Análise química → Aquecimento da lavagem selada → Cristalizador → Resfriamento primário → Resfriamento secundário → Máquina de retirada → Máquina de corte → Bobinador
Selecione as matérias-primas de acordo com o documento do processo, determine o procedimento de alimentação de acordo com os pontos de fusão dos elementos metálicos, as proporções da carga do forno e a dificuldade de perdas por queima por oxidação e carregue a matéria-prima no forno de fundição; Ao fundir, adicione certa espessura de agente de cobertura ao forno, que deverá ser complementado a tempo; Quando o cobre fundido dentro do forno atingir a temperatura de vazamento, teste em laboratório a composição do cobre fundido dentro do forno; Antes de rosquear, limpe completamente os clínquer do cobre fundido; Após a extração de cada forno, mantenha cerca de 800 kg de cobre fundido dentro do forno, como bloco inicial. Transfira o cobre fundido (fundido e bem ajustado na câmara de fusão) através da lavagem selada para o forno de retenção, controle a temperatura do cobre fundido, mantenha o cobre fundido dentro do forno de retenção na temperatura de fundição e em certa faixa de nível. Sob a ação do nível, o cobre fundido flui para o cristalizador e é cristalizado em um tarugo de cobre tipo placa através do resfriamento primário pelo cristalizador. Sob o desenho contínuo pela máquina de retirada, o tarugo da placa com o formato desejado é formado. O sistema de resfriamento secundário é instalado na saída do tarugo da placa e a vazão da água de resfriamento é ajustável. O principal objetivo da adoção dessas medidas de controle é garantir a temperatura de cristalização, bem como a estabilização dos parâmetros do processo, de forma a garantir a qualidade do produto. A retirada do tarugo de tira é realizada por meio do arrastador, e o tempo de estiramento, parada e empurrão reverso pelo arrastador é continuamente ajustável. O parâmetro de controle ideal deve ser determinado e ajustado em tempo hábil de acordo com diferentes materiais, diferentes especificações e condições de qualidade da superfície. O desenho é controlado pelo programa PLC, realizando ações cíclicas de desenho, parada e impulso reverso.
![]()
![]()
![]()
| Não. | Nome do equipamento | Unidade | Quantidade |
| 1 | Forno de fundição por indução de frequência de linha (incluindo ranhura de fusão e material de construção de revestimento) | definir | 1 |
| 2 | Núcleo de ferro, camisa de água e bobina do forno de fundição | definir | 1 |
| 3 | Distribuidor | definir | 1 |
| 4 | Forno de retenção por indução de frequência de linha (incluindo ranhura de fusão e material de construção de revestimento) | definir | 1 |
| 5 | Núcleo de ferro, camisa de água e bobina do forno de retenção | definir | 1 |
| 6 | molde para forro de prédio | definir | 1 |
| 7 | cristalizador | definir | 2 |
| 8 | molde de grafite | definir | 1 |
| 9 | Vedação do molde de aço do cristalizador | definir | 1 |
| 10 | Barra falsa (feita de aço inoxidável) | definir | 1 |
| 11 | Placa falsa | definir | 1 |
| 12 | Dispositivo de distribuição de água de resfriamento para cristalizador | definir | 1 |
| 13 | Dispositivo de resfriamento secundário | definir | 1 |
| 14 | Máquina de retirada | definir | 1 |
| 15 | Máquina de corte hidráulica de acompanhamento | definir | 1 |
| 16 | Bobinador sem núcleo | definir | 2 |
| 17 | Cabo resfriado a água para forno de fundição | definir | 1 |
| 18 | Sistema hidráulico | Conjunto completo | 1 |
| 19 | Sistema de controle elétrico | Conjunto completo | 1 |
| 20 | Transformador regulador (sem carga, escalonado) para forno de fundição | definir | 1 |
| 21 | Transformador regulador (sem carga, escalonado) para forno de retenção | definir | 1 |
| 22 | Dispositivo de proteção contra gás | definir | 1 |
| 23 | Termômetro de temperatura de superfície | definir | 1 |
| 24 | Ferramentas especiais para unidade de máquina |
![]()
![]()